

-
-
產品展示河北瑞歐智能裝備有限公司,位於河北省石家莊,20多年(nián)專注於消失模鑄造領域,集生產、研發、培訓、銷(xiāo)售為(wéi)一體, 專(zhuān)為客戶(hù)提供消失模全套設備、消失(shī)模模具、消失模塗料、消失(shī)模鑄件、消失(shī)模專用(yòng)砂及膠等,提供生產(chǎn)線設計、鑄造項目規劃、工藝培訓為一體的一站式解決方案。
-
鑄造工藝河北瑞(ruì)歐智能裝備有(yǒu)限公司,位於河北省石(shí)家莊,20多(duō)年專(zhuān)注於消失模鑄造領域,集生產、研發、培訓、銷售為一體, 專(zhuān)為客戶提供(gòng)消失模全套設備、消失模模具、消失模塗料、消失模鑄件、消失模專用砂及膠(jiāo)等,提供生產線設計、鑄造項(xiàng)目規劃、工藝培(péi)訓為(wéi)一體的一站式(shì)解決方案。 公司擁有實力雄厚的技術團隊,其中機(jī)械工程師、電氣工程師、鑄造工程師等研發人員超過總人數50%,大專學曆以上人員占60%。同時與(yǔ)河北(běi)科技大學、華(huá)中科技大學、河北工業大學、北京科技(jì)大學等多所院校合作

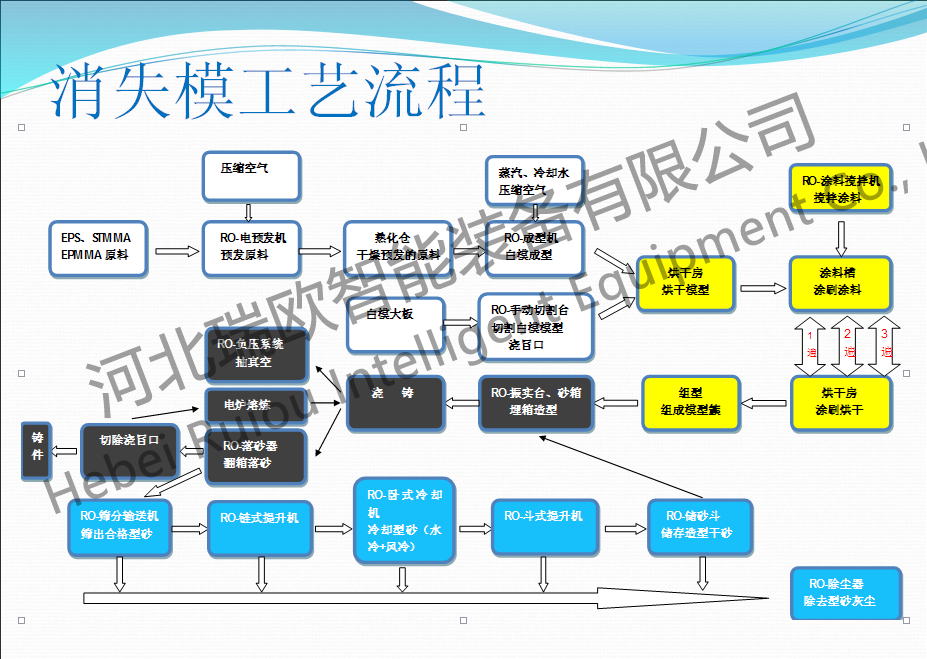
第(dì)四章 黑區工藝 4.8 消失模工藝流程
發布(bù)時(shí)間:
2022-03-24 09:54
來源:
首先WWW.17C看一下消失模工(gōng)藝流程,通(tōng)過前幾天的(de)講解大(dà)家應該知(zhī)道消失模工藝中白、黃區的工藝流程應該有了一定的了(le)解,黑區的工藝主要包括:埋箱和澆(jiāo)注兩塊。
(1)埋箱造型
應該注(zhù)意的是:
①填砂前應(yīng)檢查(chá)砂箱抽氣室隔離篩網有無破壞。
②鑄件應分層填料,每層填料高度約100~200mm,振實後再填下一層型砂。
③分層填砂,每層填砂高(gāo)度約100~200mm,把型砂刮平,振實好後再填下一層型砂。填砂埋箱過程不(bú)能損傷模樣,不使塗層剝落。型砂(shā)不能(néng)直衝著(zhe)模(mó)樣填(tián)充下去,應衝著砂壁,再慢慢往中間填砂。
特別難於(yú)填砂部位,應輔助人工充填,模型上(shàng)難填砂的長(zhǎng)孔(kǒng),深孔,盲孔和死角區應預先填料,再(zài)放入鑄型(xíng)中(zhōng),對於這些部位,一般先在其中預填上含有(yǒu)粘結劑(最(zuì)好用糯米粉)的(de)型砂並搗實或加放冷鐵。
④頂部吃砂量,不能低於100mm,特殊情況另行處理(lǐ)。等型砂填到離砂箱(xiāng)上部50mm左右時,停止填砂,覆蓋塑料薄膜(要求每一(yī)個邊比(bǐ)砂箱(xiāng)大200mm左右(yòu)),再次蓋砂(約50mm以上),防止澆注時鐵水飛濺,將塑料薄膜損壞。
⑤埋箱造型過(guò)程一般使用振動來提高幹(gàn)型(xíng)砂鑄型緊實度。考慮到泡沫塑料模容易變形,振動緊實時宜采用高頻率低振幅的振動(dòng)。
振動時間影響鑄型密度,時間長(zhǎng),密度高,但時間(jiān)過長效果不明顯,反而容易破壞模樣和塗料層。影(yǐng)響鑄(zhù)件質量(liàng)。實際生產中,可以根據砂箱的大小和造型材料種類的不同,分別對待。
(2)澆注。
消失模澆注工藝主要需確定幾個參數:
①澆(jiāo)注溫(wēn)度(dù):
由於模樣氣化(huà)是吸熱反應,需要消耗(hào)液體金屬的熱量,澆注溫度應高一些。在負壓下澆注(zhù),充型能力大為提(tí)高,從順利排(pái)除EPS固、液相產物角度考慮,也要求溫度高一些。一般推薦EPS工藝澆(jiāo)注溫度(dù)比普通(tōng)砂型(xíng)鑄(zhù)造高30~50℃。表1推薦的澆注溫度(dù)範圍:
表1 采用消失模鑄造工藝時(shí)合金澆注溫度(dù)
|
合金種類 |
鑄鋼 |
球鐵 |
灰(huī)鐵 |
鋁合(hé)金 |
銅合金 |
|
澆注(zhù)溫度℃ |
1450-1700 |
1380-1450 |
1360-1420 |
700-750 |
1200-1500 |
②負壓
負壓的作用:
①緊實幹砂,防止衝砂和崩散、型壁移(yí)動(尤其球(qiú)鐵更(gèng)為重要)。
②加快排(pái)氣速度和排氣量,降低(dī)界麵氣壓,加快金屬前沿(yán)推進速度提高充型能力,有利於減少鑄件表麵缺陷。
③提高複印性,鑄件輪廓更清晰。
④密封(fēng)下澆注,改善環境。
負壓(yā)大小範圍:根據合金種類,選定(dìng)負壓範圍,見表2。
表2. 負壓範圍
|
合金種類 |
鑄鋁 |
鑄鐵 |
鑄(zhù)鋼 |
|
負壓範(fàn)圍(mmHg) |
50-100 |
300-400 |
400-500 |
真空(kōng)度對負(fù)壓實型鑄造來說,是最重要,也是最基本的因素(sù)。提(tí)高(gāo)砂箱的真(zhēn)空度後,金屬液的(de)穿透力顯著提高,鑄件表麵產生(shēng)針刺,粘砂缺陷的概(gài)率也就明顯增加。因此,澆注時真空度的大小同樣應綜合考慮(lǜ)。
③停泵時間
停泵時間是指從澆注結束到(dào)解除真空這段(duàn)時間。
由(yóu)於泡沫塑料氣化吸熱及鑄型的冷(lěng)卻作用,液態合金澆(jiāo)入鑄(zhù)型(xíng)後溫度迅速下降。當鑄件表麵的結殼層具(jù)有一定的厚度(dù)和強(qiáng)度(dù)時,再根據(jù)鑄件的質量(liàng)和薄厚,確(què)定合理的停泵時間,使鑄件自由收縮,以減少鑄造應力。
④澆注速度
正確的澆注方法和速度是:
<1>、采(cǎi)取“慢—快—慢”的方法進行,即澆注開始(shǐ)速度(dù)要慢,隨即轉快,最後又要(yào)慢澆。
<2>、澆注中除(chú)了要掌握澆注速度快慢的節拍外,還要力(lì)戒斷(duàn)流和金屬液大量外溢。這兩種情況都會破壞鑄型的真(zhēn)空狀態,造成塌箱(xiāng)。
下(xià)一頁
相關新聞
{kind=link}
石(shí)家莊高新區裕華東路453號創新大廈

公司微信
名稱")
社交(jiāo)媒(méi)體聚合頁